欢迎进入亚恩(天津)机械设备有限公司网站!
关于我们
联系我们
网站地图
联系我们
13802119230
网站首页
产品展示
箱体类产品
汽车配件类产品
盘类产品
耐磨铸件
轮类产品
精加工产品
高铁配件类产品
非标定制类产品
轴类产品
铜配件
案例展示
新闻资讯
公司新闻
行业资讯
常见问答
关于我们
公司简介
企业文化
车间面貌
荣誉资质
联系我们
新闻资讯
公司新闻
行业资讯
常见问答
服务热线
13802119230
公司新闻
首页
>>
新闻资讯
>>
公司新闻
箱体类机加工零件的特点有哪些?
作者:
天津路灯厂家
发布时间:2021-05-06
点击:1256
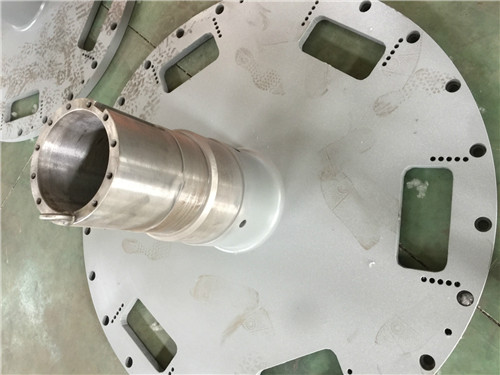
箱体类
机加工零件
的空腔具有足够的空间用于安放闭式传动系统(如齿轮减速装置蜗杆传动装置等),箱壁上有供装配轴承的孔,箱盖的密封可以使传动系统获得充 分的润滑作用。
绝大多数箱体都是用灰铸铁铸造成形的。将铸造毛坯加工成图样规定精度的产品需要经过多种不同的加工工艺。
箱体类零件加工工艺流程
大型箱体加工之前?一般要经时效处理,以消除铸造内应力的影响,时效处理是让铸件放置在室外,长达一、二年,达到消除内应力的目的。也可以采用人工时效法处理中、小型铸件。箱体类零件整个加工工艺由下列加工工序组成。
序过程如下:
(1)划线工序划线工序的基本要求是将毛坯件清理干净后,在工件表面相应位置上涂抹着色染料(一般为白色),在平台上利用划线工具将待加工表面的几何形状刻划出来,并打上冲眼为安装加工提供明显的标记。
由于铸件形状与图样要求可能出现较大的偏差,划线时要充分考虑到基准的选择和借料等实际问题以避免出现废品。
划线工序一般由钳工承担,它是整个箱体加工工艺的基础,必须予以足够的重视。
(2)削工序削工序的基本要求是将箱体的工艺基准面加工出来。一般可用千斤顶支撑毛基准,装夹牢固后,削箱体的工艺基准面(可分粗创和精创进行)。利用已加工好的工艺基准可以刨削箱体其他可创削的表面。该工序应在创床上,由相应的技工进行加工。
(3)孔工序箱体上各轴承孔座是利用刀进行加工的。将已经加工好工艺基准的箱体,装夹在床工作台上孔时,视加工余量的大小,一般分为粗管和精两步进行。为保证同轴度,箱体轴承孔座最好不采用调头的方式粗时,应包括对孔的各个端面进行加工,以保证其与孔轴线的垂直度。
(4)错工工序加工箱体上的螺纹孔,钻箱上联接螺纹的通孔,去除毛刺等后续工序一般由错工承担。箱体的
机加工零件
材料为铸铁,在加工过程中一般不使用切削液。
上一篇:
浅析常见机加工零件的种类有哪些呢?
下一篇:
圆盘形零件精密轴加工的工艺!
相关产品
铜配件
铜配件
铜配件
轴类产品
轴类产品
轴类产品
非标定制类产品
非标定制类产品
新闻资讯
精密轴加工中的加工流程及加工技术有哪些
2021-12-07
皮带轮订做后的使用应注意哪些问题
2021-12-03
非标加工件的质量与生产方式有没有关联
2021-12-02
精密轴加工中各类精密轴的配合方法
2021-11-30
皮带轮订做厂商总结皮带轮检测看什么
2021-11-25
精密轴加工中的形变应如何解决
2021-11-23
Copyright 2012-2020 亚恩(天津)设备有限公司 版权所有
铸件定制,
非标加工件,
精密轴加工,
皮带轮订做,
机加工零件
技术支持:一竹科技
QQ咨询
联系电话
13802119230
微信扫一扫
返回顶部