欢迎进入亚恩(天津)机械设备有限公司网站!
关于我们
联系我们
网站地图
联系我们
13802119230
网站首页
产品展示
箱体类产品
汽车配件类产品
盘类产品
耐磨铸件
轮类产品
精加工产品
高铁配件类产品
非标定制类产品
轴类产品
铜配件
案例展示
新闻资讯
公司新闻
行业资讯
常见问答
关于我们
公司简介
企业文化
车间面貌
荣誉资质
联系我们
新闻资讯
公司新闻
行业资讯
常见问答
服务热线
13802119230
行业资讯
首页
>>
新闻资讯
>>
行业资讯
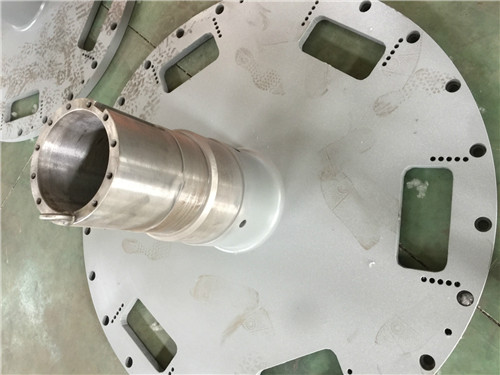
机加工零件厂对零部件加工时的问题总结
作者:
天津路灯厂家
发布时间:2021-05-25
点击:1307
在机加工零件厂实行机械零件加工的过程中,工件产品太高时应分层次用各种不同总长度的刀开粗,运用大刀实行开粗后,应再用小刀把边角余料彻底清除掉。使用平底刀加工处理平面,球刀尽量少用,尽量不断提高加工处理的时间;如果有倾斜度,并且是正整数的情况下,使用倾斜度刀加工处理。并且科学合理设制公差等级,导致加工精度与电脑上计算日期相互之间彼此稳定平衡,多做工艺程序,不断提高空刀的时间;毛坯材质硬度标准高,选用逆铣;毛坯房材质硬度标准低,选用顺铣。深度加工逆铣,精加工顺铣;刀具材料柔韧性好、硬度标准低适用深度加工,刀具材料柔韧性差、硬度标准高适用精加工。
机加工零件
厂数控机床加工处理上被加工处理零部件的夹装办法还是要科学合理的选用固定基准和压紧措施,在实行精基准选用时,通常情况下要按照“基准统一化”和“基准重叠”这两个准则,除此之外这两个准则,还需综合考虑一定要在一次性固定压紧中实现整个的表面层的加工处理,所以,要选用方便各大表面层都能够被加工处理的固定形式。
工件产品一次性夹装时,应能实现对工件产品整个表面层的加工处理;确定好工件产品在工作台子上的存放地方时,应充分考虑到能兼备到各大工位的加工处理,数控刀具的总长度还有数控刀具的钢度对加工处理产品质量的不良影响。在控加工处理中运用的夹具,应尽量选用由通用的元器件组装的,并且还可以调控的夹具,减短生产准备期限。
机加工零件
厂安排加工处理先后顺序时,遵循原则是一定要知道的,其中包括“先表后孔”、“先粗后精”等。按数控刀具聚集工艺程序加工处理,规避同个把数控刀具多次重复运用,不断提高换刀次数和的时间。同轴度的要求很高的孔系,应在一次性固定后,把该孔系的加工处理整个实现后,再对其余坐标地方的孔系实行加工处理,如此一来能解决多次重复固定时产生的误差值,不断提高孔系的同轴度。选用确定好好刀点和换刀点,如果一旦确定好好后,不适宜替换。
上一篇:
铸件定制中有关大型焊接机床技术要求
下一篇:
优质皮带轮订做安装时应注意什么
相关产品
铜配件
铜配件
铜配件
轴类产品
轴类产品
轴类产品
非标定制类产品
非标定制类产品
新闻资讯
精密轴加工中的加工流程及加工技术有哪些
2021-12-07
皮带轮订做后的使用应注意哪些问题
2021-12-03
非标加工件的质量与生产方式有没有关联
2021-12-02
精密轴加工中各类精密轴的配合方法
2021-11-30
皮带轮订做厂商总结皮带轮检测看什么
2021-11-25
精密轴加工中的形变应如何解决
2021-11-23
Copyright 2012-2020 亚恩(天津)设备有限公司 版权所有
铸件定制,
非标加工件,
精密轴加工,
皮带轮订做,
机加工零件
技术支持:一竹科技
QQ咨询
联系电话
13802119230
微信扫一扫
返回顶部