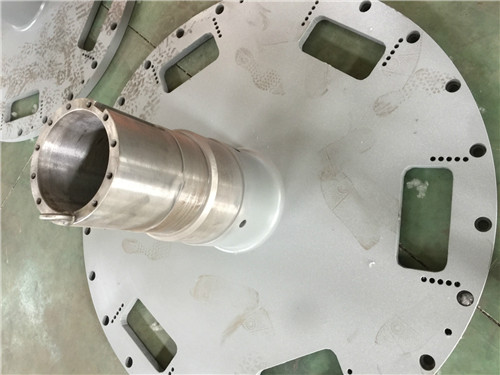
精密轴加工的普遍加工路线及技术
精密轴加工件的主要表面是外圆表面。空心轴内孔精度的要求不是非常高,而精密轴加工主轴上的罗纹和花键的次级表面精度要求确非常高。因此,轴类整机的加工路径首要考虑外圆的加工顺序,合理地增添副表面的加工。精度和资料不一样的数控加工轴的出产和加工路线如下。
1、渗碳钢制成的轴:资料预备->铸造->正火->钻头顶孔->粗车削->半精车削,精加工->渗碳淬火,高温回火->粗磨->二次表面处理->精致研磨。
2、轴由周详调质钢制成:资料预备->铸造->正火(退火)->钻孔顶孔->粗车削->淬火和回火->半精车削,精加工->表面淬火,回火->粗磨->二次表面处理->精磨。
3、周详氮化钢轴整机:资料制备->铸造->正火(退火)->钻削顶孔->粗车削->淬火和回火->半精车削,精加工->高温时效->粗磨->氮化->二次表面处理->精致研磨->精加工。
4、团体淬火的轴整机:资料预备->铸造->正火(退火)->钻削顶孔->粗车削->淬火和回火->半精加工车削->二次表面处理->团体淬火- >粗磨->高温时效->细磨。
5、一般周详轴整机:精密轴加工应用精磨作为末端工序能够保障品质。