欢迎进入亚恩(天津)机械设备有限公司网站!
关于我们
联系我们
网站地图
联系我们
13802119230
网站首页
产品展示
箱体类产品
汽车配件类产品
盘类产品
耐磨铸件
轮类产品
精加工产品
高铁配件类产品
非标定制类产品
轴类产品
铜配件
案例展示
新闻资讯
公司新闻
行业资讯
常见问答
关于我们
公司简介
企业文化
车间面貌
荣誉资质
联系我们
新闻资讯
公司新闻
行业资讯
常见问答
服务热线
13802119230
公司新闻
首页
>>
新闻资讯
>>
公司新闻
精密轴加工零件的装夹是怎么样的?
作者:
天津路灯厂家
发布时间:2021-03-03
点击:1311
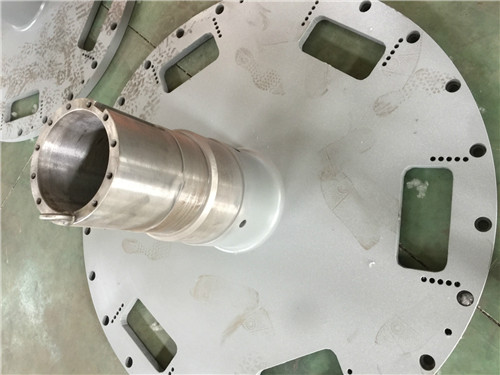
轴类零件的装夹
(1) 顶尖装夹轴类零件的轴向尺寸较长,只用三爪卡盘夹持一端进行加工,势必发生严重的弹性变形,甚至无法加工,通常都要辅助于尾座顶尖支承才能保证不出现严重的弯曲变形。对于
精密轴加工
,一般在主轴一端也采用顶尖支承,用鸡心夹头拨动方式装夹。 轴类零件精加工时,一端夹持在卡盘上,另一端用尾座顶尖支承(一般为活顶尖支承),可使加工系统的保持足够的刚度,提高加工效率。
(2) 顶尖及鸡心夹头结构顶尖有普通顶尖(俗称死顶尖)、活顶尖及反顶尖等。前两种最为常见,车床上的前、后顶尖一般采用普通顶尖。高速切削时,为防止后顶尖磨损、发热或烧损,常采用活顶尖。活顶尖结构复杂,旋转精度较低,多用于粗车和半精车。直径小于6mm的轴颈不便加工中心孔,则将轴端加工成60°的锥面后安装在反顶尖上。
(3) 当工件用顶尖支承在机床上时,顶尖不转动,
精密轴加工
件的旋转运动是通过鸡心夹头(或卡箍)获得的。拨盘与鸡心夹头(或卡箍)的结构及使用方法鸡心夹头夹持部分(或卡)装夹工件,另有一端与同主轴相连接的找盘配合,主通过拨盘带动紧固在轴端的卡箍使工件转动。
(4) 用两顶尖装夹工件,必须先在工件端面钻出中心孔。
上一篇:
常见机加工零件的类型有哪些?
下一篇:
机加工零件工艺流程及合理选择零件机械加工工
相关产品
铜配件
铜配件
铜配件
轴类产品
轴类产品
轴类产品
非标定制类产品
非标定制类产品
新闻资讯
精密轴加工中的加工流程及加工技术有哪些
2021-12-07
皮带轮订做后的使用应注意哪些问题
2021-12-03
非标加工件的质量与生产方式有没有关联
2021-12-02
精密轴加工中各类精密轴的配合方法
2021-11-30
皮带轮订做厂商总结皮带轮检测看什么
2021-11-25
精密轴加工中的形变应如何解决
2021-11-23
Copyright 2012-2020 亚恩(天津)设备有限公司 版权所有
铸件定制,
非标加工件,
精密轴加工,
皮带轮订做,
机加工零件
技术支持:一竹科技
QQ咨询
联系电话
13802119230
微信扫一扫
返回顶部